Oceľové kovanie je jedným z najstarších a najspoľahlivejších kovoobrábacích procesov vo výrobe. Krátka odpoveď na to, aké druhy kovacej ocele existujú: uhlíková oceľ, legovaná oceľ, nehrdzavejúca oceľ, nástrojová oceľ a mikrolegovaná oceľ je päť základných kategórií používaných pri priemyselnom kovaní ocele. Každý typ spĺňa odlišné mechanické a environmentálne požiadavky a výber nesprávneho typu môže viesť k predčasnému zlyhaniu, bezpečnostným rizikám alebo zbytočnému prekročeniu nákladov.
Toto rozdelenie podrobne pokrýva každú kategóriu – čím sa líšia, kde fungujú najlepšie a ako skutočne vyzerajú čísla, keď porovnáte medzu klzu, tvrdosť a rozsah použitia.
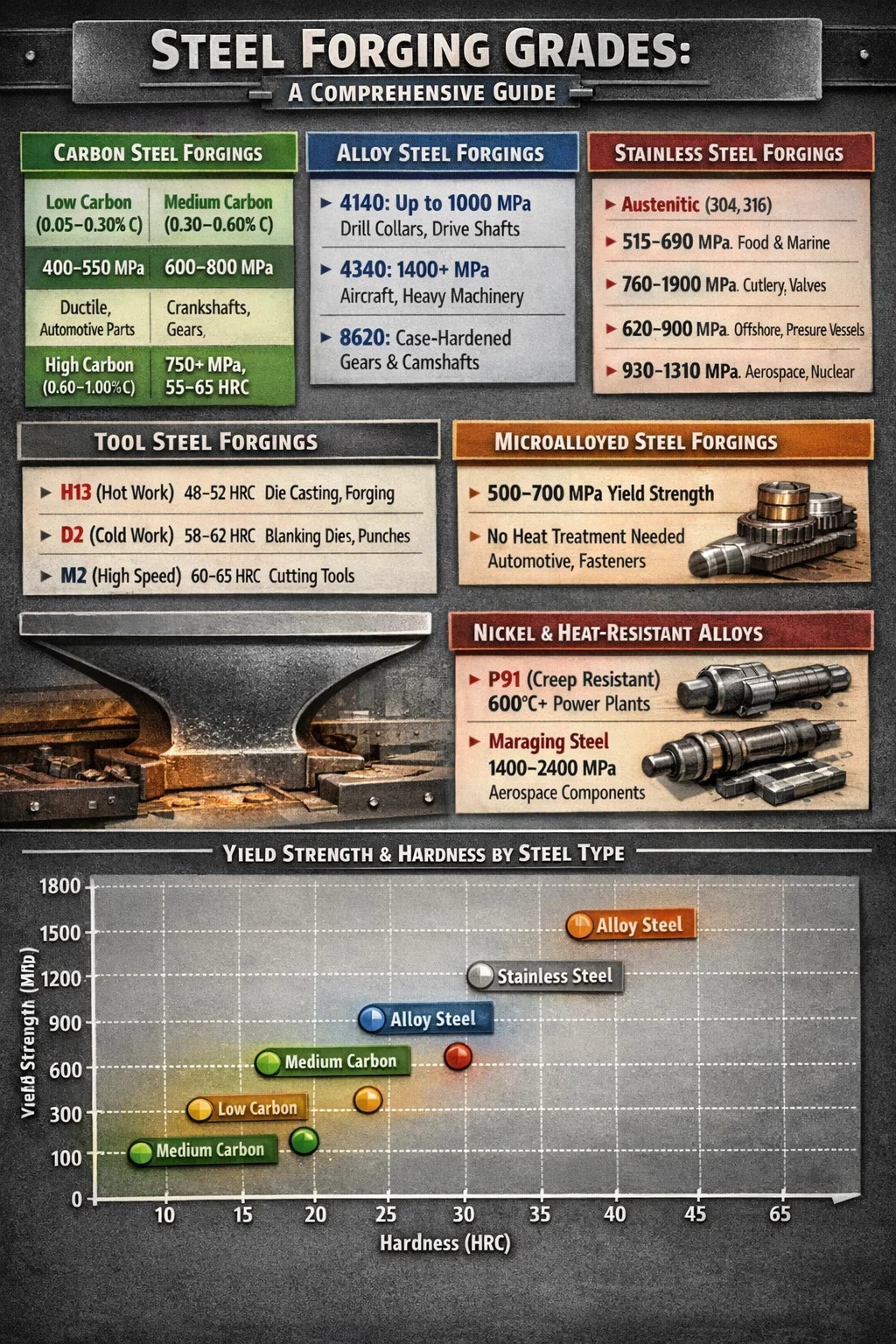
Výkovky z uhlíkovej ocele: Priemyselný pracant
Uhlíková oceľ predstavuje väčšinu celkovej produkcie oceľového výkovku na celom svete. Je klasifikovaný do troch podskupín na základe obsahu uhlíka a toto percento uhlíka má priamy a merateľný vplyv na pevnosť, tvrdosť a ťažnosť.
Nízkouhlíková oceľ (0,05 % – 0,30 % C)
Výkovky z nízkouhlíkovej ocele sú vysoko tvárne a ľahko tvarovateľné. Pevnosť v ťahu sa zvyčajne pohybuje od 400 do 550 MPa. Tieto výkovky sa bežne používajú na konštrukčné komponenty, časti karosérií automobilov a skrutky na všeobecné použitie. Nereagujú dobre na tepelné spracovanie na kalenie, ale ľahko sa zvárajú a opracujú.
Stredne uhlíková oceľ (0,30 % – 0,60 % C)
Toto je najrozšírenejší kovaný sortiment. Stredne uhlíkové triedy ako AISI 1040 a AISI 1045 ponúkajú silnú rovnováhu medzi pevnosťou a húževnatosťou. Tepelné spracovanie môže posunúť medzu klzu nad 600 MPa. Aplikácie zahŕňajú kľukové hriadele, ojnice, nápravy, ozubené kolesá a železničné komponenty. AISI 1045 je pravdepodobne najbežnejšie špecifikovaná trieda výkovkov zo stredne uhlíkovej ocele vo všeobecnom strojárstve.
Oceľ s vysokým obsahom uhlíka (0,60 % – 1,00 % C)
Výkovky s vysokým obsahom uhlíka poskytujú vynikajúcu tvrdosť a odolnosť proti opotrebeniu, sú však krehkejšie a ťažko sa s nimi pracuje. Používajú sa na pružiny, rezné nástroje, drôtené laná a koľajové ocele. Hodnoty tvrdosti bežne dosahujú 55–65 HRC po vhodnom tepelnom spracovaní, čo ich robí nevhodnými pre aplikácie s vysokým nárazom bez starostlivého zváženia návrhu.
Výkovky z legovanej ocele: Vylepšený výkon vďaka chémii
Výkovky z legovanej ocele obsahujú zámerné pridania chrómu, molybdénu, niklu, vanádu alebo mangánu nad množstvo, ktoré sa nachádza v uhlíkovej oceli. Tieto prísady modifikujú kaliteľnosť, húževnatosť pri zvýšených teplotách a odolnosť voči únave a korózii. Celkový obsah legujúcich prvkov je typicky medzi 1 % a 5 %.
Medzi najbežnejšie typy kovania legovanej ocele patria:
- 4140 (Cr-Mo oceľ): Pevnosť v ťahu do 1000 MPa v ochladenom a popúšťanom stave. Používa sa v objímkach ropných a plynových vrtov, obranných komponentov a hnacích hriadeľov automobilov.
- 4340 (Ni-Cr-Mo oceľ): Jedna z najpevnejších legovaných ocelí bežne používaných s pevnosťou v ťahu presahujúcou 1400 MPa dosiahnuteľnou tepelným spracovaním. Nachádza sa v podvozkoch lietadiel, vysokovýkonných kľukových hriadeľoch a vysokovýkonných hriadeľoch náprav.
- 8620: Trieda na cementovanie obľúbená pre ozubené kolesá a vačkové hriadele, kde je súčasne potrebné pevné jadro a tvrdý povrch.
- EN36 a EN24: Bežné v britských/európskych špecifikáciách pre ťažké strojárske výkovky, ako sú hriadele turbín a komponenty jadrových elektrární.
Výhodou kovania legovanej ocele oproti uhlíkovej oceli je hĺbka prekaliteľnosti. 4140 bar s priemerom 100 mm môže byť prekalený na jednotnú mikroštruktúru, zatiaľ čo obyčajná uhlíková oceľ s rovnakým priemerom by vykazovala výrazný pokles tvrdosti od povrchu k jadru.
Výkovky z nehrdzavejúcej ocele: Odolnosť proti korózii pri mechanickom zaťažení
Výkovky z nehrdzavejúcej ocele obsahujú minimálne 10,5 % hmotnosti chrómu, ktorý tvorí pasívnu oxidovú vrstvu, ktorá odoláva oxidácii a korózii. Proces kovania zušľachťuje štruktúru zŕn nehrdzavejúcej ocele takým spôsobom, že odlievanie sa nemôže replikovať, čím sa vyrábajú komponenty s vynikajúcou únavovou pevnosťou a rázovou húževnatosťou.
Hlavné skupiny používané pri kovaní z nehrdzavejúcej ocele sú:
| Rodina | Bežné stupne | Typická pevnosť v ťahu | Kľúčová aplikácia |
|---|---|---|---|
| austenitické | 304, 316, 321 | 515–690 MPa | Chemické spracovanie, potravinárske vybavenie, námorníctvo |
| Martenzitické | 410, 420, 440 °C | 760–1900 MPa | Príbory, ventily, hriadele čerpadiel, chirurgické nástroje |
| Duplex | 2205, 2507 | 620–900 MPa | Ropa na mori, odsoľovanie, tlakové nádoby |
| Vytvrdené zrážky | 17-4 PH, 15-5 PH | 930–1310 MPa | Letecké, jadrové, vysokovýkonné ventily |
Výkovok z nehrdzavejúcej ocele 316L je dominantný najmä vo farmaceutickom a potravinárskom priemysle, pretože nízky obsah uhlíka minimalizuje riziko senzibilizácie počas zvárania a pridanie molybdénu (2–3 %) výrazne zlepšuje odolnosť proti bodovej korózii v chloridovom prostredí. Duplexná trieda 2205 ponúka zhruba dvojnásobnú medzu klzu ako 316L, pri minimálnom minime 450 MPa, čo umožňuje dizajn tenších stien a zníženú hmotnosť komponentov bez zníženia životnosti.
Výkovky z nástrojovej ocele: Extrémna tvrdosť pre aplikácie tvárnenia a rezania
Nástrojové ocele sú špeciálne navrhnuté tak, aby si zachovali svoju tvrdosť a tvar pri extrémnom mechanickom namáhaní, oteru a teplu. Keď sa nástrojové ocele vyrábajú procesom kovania, vyvinú sa rafinovaná, rovnomerná štruktúra zŕn, ktorá výrazne prekoná liate alebo valcované alternatívy v náročných aplikáciách nástrojov.
Výkovky z nástrojovej ocele sú zoskupené podľa klasifikačného systému AISI:
- Séria H (nástrojová oceľ na prácu za tepla): Typy ako H13 a H11 sú formulované tak, aby odolávali mäknutiu pri teplotách nad 500 °C. H13 je celosvetový štandard pre formy na tlakové liatie, vytláčacie nástroje a samotné formy na kovanie za tepla. Po tepelnom spracovaní dosahuje 48–52 HRC pri zachovaní primeranej húževnatosti, aby prežil opakované tepelné cykly.
- D-séria (Cold Work, High Chromium): D2 obsahuje približne 12 % chrómu a 1,5 % uhlíka, vďaka čomu má výnimočnú odolnosť voči opotrebovaniu pri izbovej teplote. Používa sa na vysekávacie nástroje, tvárniace nástroje a raznice, kde je kritická rozmerová presnosť pri veľmi vysokých výrobných sériách.
- M-séria (vysokorýchlostná oceľ): M2 a M42 si zachovávajú svoju reznú hranu pri teplotách, pri ktorých by nástroje z uhlíkovej ocele stratili všetku tvrdosť. Kombinácia volfrámu, molybdénu a kobaltu dáva M42 výhodu tvrdosti za tepla, vďaka ktorej je nenahraditeľný vo vrtákoch, závitníkoch, frézach a preťahovačkách.
- Séria P (Mold Steel): Navrhnutá pre vstrekovacie formy plastov, P20 je jednou z najpoužívanejších kovaných ocelí. Typicky sa dodáva v predkalenom stave pri 28–34 HRC, čím sa eliminuje potreba tepelného spracovania po obrábaní.
Kovanie nástrojových ocelí vyžaduje presnú kontrolu teploty. Napríklad H13 sa musí kovať medzi 1010 °C a 1150 °C a po kovaní sa musí pomaly ochladiť, aby sa zabránilo praskaniu. Nesprávny postup kovania spôsobuje zvyškové napätie a hrubé karbidové siete, ktoré dramaticky znižujú húževnatosť.
Výkovky z mikrolegovanej ocele: Efektivita tvaru takmer čistého bez tepelného spracovania
Mikrolegované ocele – v kontexte kovania nazývané aj HSLA (High Strength Low Alloy) ocele – predstavujú moderné inžinierske riešenie, ktoré kombinuje tvárnosť uhlíkovej ocele s úrovňami pevnosti, ktoré si predtým vyžadovali legovanú oceľ a tepelné spracovanie po kovávaní. Kľúčovými prísadami sú vanád (0,05 – 0,15 %), niób (0,02 – 0,05 %) a titán vo veľmi malých množstvách, ktoré sa počas kontrolovaného chladenia vyzrážajú ako jemné karbidy a nitridy.
Hlavnou komerčnou výhodou je, že výkovky z mikrolegovanej ocele môžu dosiahnuť medzu klzu 500–700 MPa bez kalenia a popúšťania, čo eliminuje veľké náklady a časový krok vo výrobnom cykle. Automobiloví výrobcovia vo veľkej miere prijali mikrozliatiny pre ojnice, kľukové hriadele a čapy riadenia presne z tohto dôvodu.
Bežné triedy mikrolegovaného výkovku zahŕňajú 38MnVS6, 46MnVS3 a SAE 1548V. Tieto druhy sú navrhnuté tak, aby kováčska operácia a následné riadené chladenie vzduchom dosiahli konečné mechanické vlastnosti v jedinom tepelnom cykle, čím nahrádzajú dve samostatné pece. Pri veľkoobjemovom automobilovom kovaní to znamená úsporu energie až 30 % na diel v porovnaní s cestami kalenia a temperovania.
Jedným obmedzením je, že mikrolegované ocele majú užšie procesné okná ako bežné legované ocele. Teplota dokončovacieho kovania musí byť starostlivo kontrolovaná – zvyčajne medzi 900 °C a 1050 °C – aby sa zabezpečilo správne vytvrdzovanie počas chladenia. Akákoľvek odchýlka od cieľovej mikroštruktúry má za následok nepredvídateľné mechanické vlastnosti a potenciálne odmietnutie celých výkovkov.
Oceľové výkovky na báze niklu a žiaruvzdorné pre extrémne prostredia
Okrem štandardných klasifikácií existuje špecializovaná kategória tepelne odolných oceľových výkovkov s obsahom niklu pre aplikácie, kde prevádzkové teploty presahujú to, čo konvenčné legované ocele dokážu tolerovať. Patria sem triedy odolné voči tečeniu na výrobu energie a kotúče leteckých turbín, ako aj vysokopevnostné ocele pre konštrukčné aplikácie s ultra vysokou pevnosťou.
Oceľové výkovky odolné voči tečeniu
Akosti ako P91 (9Cr-1Mo-V) a P92 sa široko používajú v kovaných zberačoch pary, ventilových telesách a skriniach turbín v uhoľných a plynových elektrárňach pracujúcich pri teplotách nad 600 °C. Výkovky P91 sú navrhnuté tak, aby odolávali tečeniu - pomalej, časovo závislej deformácii pri trvalom zaťažení pri vysokej teplote - s minimálnou životnosťou pri tečení 100 000 hodín v prevádzkových podmienkach. Ich obsah chrómu tiež poskytuje odolnosť proti oxidácii, ktorej sa obyčajná uhlíková oceľ nemôže vyrovnať nad 450 °C.
Maraging Steels
Martenzitické ocele obsahujú 18 % niklu a veľmi nízky obsah uhlíka, vďaka čomu majú extrémnu pevnosť — sú dosiahnuteľné medze klzu od 1400 do viac ako 2400 MPa — z vyzrážania intermetalických zlúčenín počas tepelného spracovania starnutím. Kované oceľové komponenty s vysokou pevnosťou sa používajú v krytoch leteckých raketových motorov, aretačných zariadeniach lietadiel a nástrojoch s ultra vysokou pevnosťou. Napriek svojej pevnosti zostávajú primerane húževnaté a môžu byť opracované pred starnutím, zatiaľ čo sú stále v relatívne mäkkom stave.
Ako proces kovania ocele ovplyvňuje vlastnosti materiálu podľa typu ocele
Samotný proces kovania – či už otvorená zápustka, uzavretá zápustka, kruhové valcovanie alebo izotermické kovanie – interaguje s každým typom ocele odlišne. Pochopenie týchto interakcií pomáha vysvetliť, prečo nemožno oddeliť výber materiálu a výber procesu.
Pri kovaní ocele v uzavretej zápustke sa na uzavretý predvalok aplikujú vysoké deformačné sily, čím sa vytvoria diely takmer čistého tvaru s kontinuálnym tokom zŕn, ktorý sleduje geometriu komponentu. Tento tok zrna je zodpovedný za výhodu odolnosti proti únave a nárazu, ktorú výkovky držia v porovnaní s obrobeným tyčovým materiálom alebo odliatkami. Ojnica opracovaná z tyčového materiálu prerušuje tok zrna na každom opracovanom povrchu; kovaná ojnica zachováva neprerušenú kontinuitu zrna od konca ku koncu.
Teplotný rozsah kovania sa medzi typmi ocele výrazne líši:
- Uhlíkové a nízkolegované ocele: typicky 1100 °C – 1250 °C na kovanie za tepla
- Nerezové ocele (austenitické): 1100 °C – 1200 °C, s pomalším chladením, aby sa predišlo senzibilizácii
- Nástrojové ocele: 1010°C – 1150°C s povinným pomalým chladením v peci alebo v izolačnom médiu
- Martenzitické ocele: 1100°C – 1200°C, starnutie po kovaní pri 480°C po dobu 3-6 hodín
- Duplexná nehrdzavejúca: 1100 °C – 1180 °C, po ktorom nasleduje ochladenie vodou na udržanie fázovej rovnováhy
Kovanie za tepla – vykonávané medzi približne 650 °C a 950 °C – získava na ťahu pre stredne uhlíkové ocele a mikrolegované druhy, kde sa vyžadujú prísnejšie rozmerové tolerancie, než aké môže dosiahnuť kovanie za tepla, bez veľkých požiadaviek na lisovaciu silu pri kovaní za studena. Kovanie ocele za studena, typicky vyhradené pre nízkouhlíkové triedy, dosahuje najlepšiu povrchovú úpravu a rozmerovú presnosť, ale vyžaduje podstatne vyššie kovacie tlaky.
Výber správnej triedy kovania ocele: praktický rámec
Výber správnej triedy ocele na kovanie si vyžaduje vyváženie niekoľkých konkurenčných faktorov. Žiadna jediná trieda neoptimalizuje všetky vlastnosti súčasne. Nasledujúci rámec zachytáva premenné rozhodovania, ktoré sú najdôležitejšie pre priemyselné aplikácie:
- Mechanické požiadavky: Definujte minimálnu medzu klzu, tvrdosť, energiu nárazu (hodnoty Charpy) a únavovú životnosť. Tým sa kategória okamžite zužuje — ak potrebujete medzu klzu 1200 MPa, uhlíková oceľ odpadá; ak je postačujúcich 400 MPa, legovaná oceľ predstavuje zbytočné náklady.
- Expozícia životného prostredia: Chloridové prostredie eliminuje väčšinu uhlíkových a nízkolegovaných ocelí, pokiaľ nie sú potiahnuté. Zvýšená prevádzková teplota vylučuje uhlíkovú oceľ nad približne 400 °C a vyžaduje chrómové ložiská odolné voči tečeniu.
- Veľkosť profilu a kaliteľnosť: Výkovky s veľkým prierezom (priemer nad 100 mm) v kritickej prevádzke potrebujú triedy legovanej ocele s dostatočnou prekaliteľnosťou na dosiahnutie jednotných vlastností v priereze. Uhlíková oceľ bude mať tvrdé puzdro a mäkké jadro v hrubých častiach.
- Obrobiteľnosť a následné spracovanie: Ak po kovaní nasleduje rozsiahle obrábanie, akosti s pridanou sírou pre vlastnosti voľného obrábania skracujú čas cyklu, aj keď pri určitej strate priečnej húževnatosti.
- Objem a cena: Pre veľmi vysoké objemy výroby ponúkajú mikrolegované druhy, ktoré eliminujú tepelné spracovanie po kováčstve, výrazné zníženie nákladov. V prípade malých sérií špeciálnych dielov sú náklady na tepelné spracovanie menším zlomkom celkových nákladov na diel, takže vysokovýkonné zliatiny sú vhodnejšie.
V praxi sa väčšina inžinierov riadi platnými konštrukčnými predpismi, ako sú ASME, EN 10250 alebo ASTM A668, ktoré špecifikujú prípustné materiály pre špecifické kategórie služieb. Tieto kódy zužujú výber na krátky zoznam kvalifikovaných tried výkovkov z ocele, ktoré boli overené pre príslušné prevádzkové podmienky desaťročiami skúseností v teréne a štandardizovaným testovaním.
Použitie akosti na kovanie ocele špecifické pre daný priemysel
Rôzne sektory sa približovali k preferovaným materiálom na kovanie ocele na základe desaťročí údajov o výkonnosti a regulačných požiadaviek. Pochopenie týchto priemyselných noriem poskytuje praktický východiskový bod pre prácu so špecifikáciami.
Automobilová kovacia oceľ
Automobilový sektor celosvetovo spotrebuje najväčší objem oceľových výkovkov. Kľukové hriadele v osobných automobiloch sú kované prevažne zo stredne uhlíkových mikrolegovaných ocelí (38MnVS6) alebo 1045 kalenej a temperovanej ocele. Kľukové hriadele ťažkých nákladných vozidiel používajú ocele 4340 alebo podobné zliatiny niklu, chrómu a molybdénu pre ich vynikajúci únavový výkon pri vyšších špecifických výkonoch. Spojovacie tyče sa podstatne posunuli na lomovo delené konštrukcie s použitím vysoko uhlíkovej ocele C70S6, ktorá umožňuje odlomenie uzáveru po kovaní a následné opätovné zmontovanie s mimoriadnou presnosťou — eliminácia obrábacích operácií a zníženie výrobných nákladov ojnice približne o 15–20 % v porovnaní s tradičným frézovaním a mletím.
Oceľové výkovky z ropy a zemného plynu
Kyslé prevádzkové prostredie – kde je prítomný sírovodík – kladie mimoriadne prísne požiadavky na kováčsku oceľ. NACE MR0175/ISO 15156 upravuje výber materiálu pre kyslé použitie a obmedzuje tvrdosť na maximum 22 HRC pre väčšinu uhlíkových a nízkolegovaných ocelí, aby sa zabránilo praskaniu sulfidovým napätím. F22 (2,25Cr-1Mo) a F5 (5Cr-0,5Mo) sú štandardné triedy kovania zo zliatiny pre telesá ventilov a príruby vo vysokoteplotných, vysokotlakových aplikáciách v oblasti ústia vrtov a potrubí.
Výkovky z leteckej ocele
Komponenty podvozkov patria medzi konštrukčne najnáročnejšie vyrobené oceľové výkovky. Oceľ 300M (upravená 4340 s prísadami kremíka a vanádu) je prevládajúcim materiálom podvozku, ktorý dosahuje pevnosti v ťahu 1930 MPa alebo viac. AerMet 100 a ďalšie ocele s ultra vysokou pevnosťou posúvajú pevnosť v ťahu nad 1965 MPa a zároveň zlepšujú lomovú húževnatosť v porovnaní s predchádzajúcimi vysokopevnostnými druhmi. Každý letecký výkovok podlieha 100% ultrazvukovému testovaniu a často kontrole magnetických častíc, pričom sa vyžaduje vysledovateľnosť tavného tepla a vyžaduje sa množstvo kovania.
Výroba energie a jadrové výkovky
Veľké výkovky turbínových rotorov vážia od 5 do 200 ton a sú vyrábané z nízkolegovaných ocelí ako 26NiCrMoV11-5 alebo 30CrMoNiV5-11. Tieto výkovky vyžadujú prísne kontrolované hladiny síry a fosforu (zvyčajne pod 0,005 % každý), aby sa zabezpečila vysoká rázová húževnatosť pri prevádzkovej teplote turbíny. Výkovky pre tlakové nádoby jadrového reaktora používajú triedu 3 A508 (ekvivalent 20MnMoNi4-5 v európskych normách), triedu s dlhou históriou regulačnej validácie a rozsiahlou dokumentáciou o Charpyho a lomovej húževnatosti, ktorú vyžadujú kódy jadrovej bezpečnosti.
Normy kvality a testovanie oceľových výkovkov
Bez ohľadu na triedu kovania ocele sa zabezpečenie kvality riadi konzistentným vzorom, ktorý sa riadi medzinárodnými normami. Medzi najčastejšie uvádzané normy pre oceľové výkovky patria ASTM A668 (všeobecné výkovky z legovanej ocele), ASTM A182 (príruby a tvarovky z legovanej ocele), EN 10250 (otvorené výkovky z ocele pre všeobecné strojárstvo) a API 6A (zariadenia ústia studne a vianočného stromčeka).
Štandardné kontroly kvality kovaných oceľových komponentov zahŕňajú:
- Mechanické testovanie: Ťah, prieťažnosť, predĺženie, zmenšenie plochy a náraz podľa Charpyho (pri špecifikovaných teplotách až do -196 °C v niektorých kryogénnych aplikáciách)
- Overenie tvrdosti: Tvrdosť podľa Brinella (HBW) kontrolovaná na reprezentatívnych prierezoch a niekedy sa tvrdosť prechádza, aby sa potvrdilo prekalenie
- Ultrazvukové testovanie (UT): 100 % volumetrická kontrola podpovrchových defektov, s akceptačnými kritériami odkazovanými na ekvivalentné veľkosti otvorov s plochým dnom, ktoré sa zvyčajne pohybujú od FBH 2 mm do FBH 6 mm v závislosti od špecifikácie
- Overenie chemického zloženia: Analýza panvy a produktu na potvrdenie zhody s triedou, často s prísnejšími limitmi zvyškových prvkov, ako vyžaduje základná norma
- Makro a mikro vyšetrenie: Leptanie prierezu na odhalenie toku zrna, segregácie a vnútornej neporušenosti; metalografické vyšetrenie na potvrdenie veľkosti zŕn a mikroštruktúry
Výkovky, ktoré po tepelnom spracovaní neprejdú ultrazvukovým testovaním, musia byť zošrotované alebo opätovne spracované – neexistuje žiadna možnosť opravy vnútorných defektov v pevnom výkovku. To robí výber čistých, vákuovo odplynených oceľových predvalkov a starostlivé riadenie procesu počas kovania rozhodujúcimi pre dosiahnutie prijateľných výťažkov, najmä vo veľkých výkovkoch z legovanej ocele pre energetické a obranné aplikácie.