Legovaná oceľ je výrazne pevnejšia ako obyčajná uhlíková oceľ. V závislosti od triedy a podmienok tepelného spracovania sa pevnosť v ťahu legovanej ocele pohybuje od 600 MPa až nad 1900 MPa s medzami klzu od približne 415 MPa do 1600 MPa alebo vyššie. Keď sa vyrábajú ako výkovky z legovanej ocele, tieto hodnoty sú ďalej vylepšené zjemnením zrna a smerovou štruktúrou vlákien, ktoré proces kovania vytvára – zvyčajne poskytuje o 10–30 % lepšiu únavovú pevnosť v porovnaní s rovnakou zliatinou v odlievanej alebo valcovanej forme.
Slovo "legovaná oceľ" zahŕňa širokú skupinu ocelí. Čo ich spája, je zámerné pridanie legujúcich prvkov – chrómu, molybdénu, niklu, vanádu, mangánu, kremíka alebo ich kombinácií – na úrovniach, ktoré prevyšujú štandardné uhlíkové ocele. Každý prídavok slúži špecifickému účelu: chróm zvyšuje kaliteľnosť a odolnosť proti korózii, molybdén zlepšuje pevnosť pri vysokých teplotách a zabraňuje krehnutiu pri popúšťaní, nikel zvyšuje húževnatosť pri nízkych teplotách a vanád zjemňuje zrnitosť a zároveň zvyšuje odolnosť proti opotrebovaniu. Kombinovaným efektom je materiál, ktorý prekonáva uhlíkovú oceľ takmer v každej mechanickej kategórii, za cenu vyššej ceny suroviny a náročnejších požiadaviek na tepelné spracovanie.
Čísla pevnosti legovanej ocele: Čo údaje skutočne ukazujú
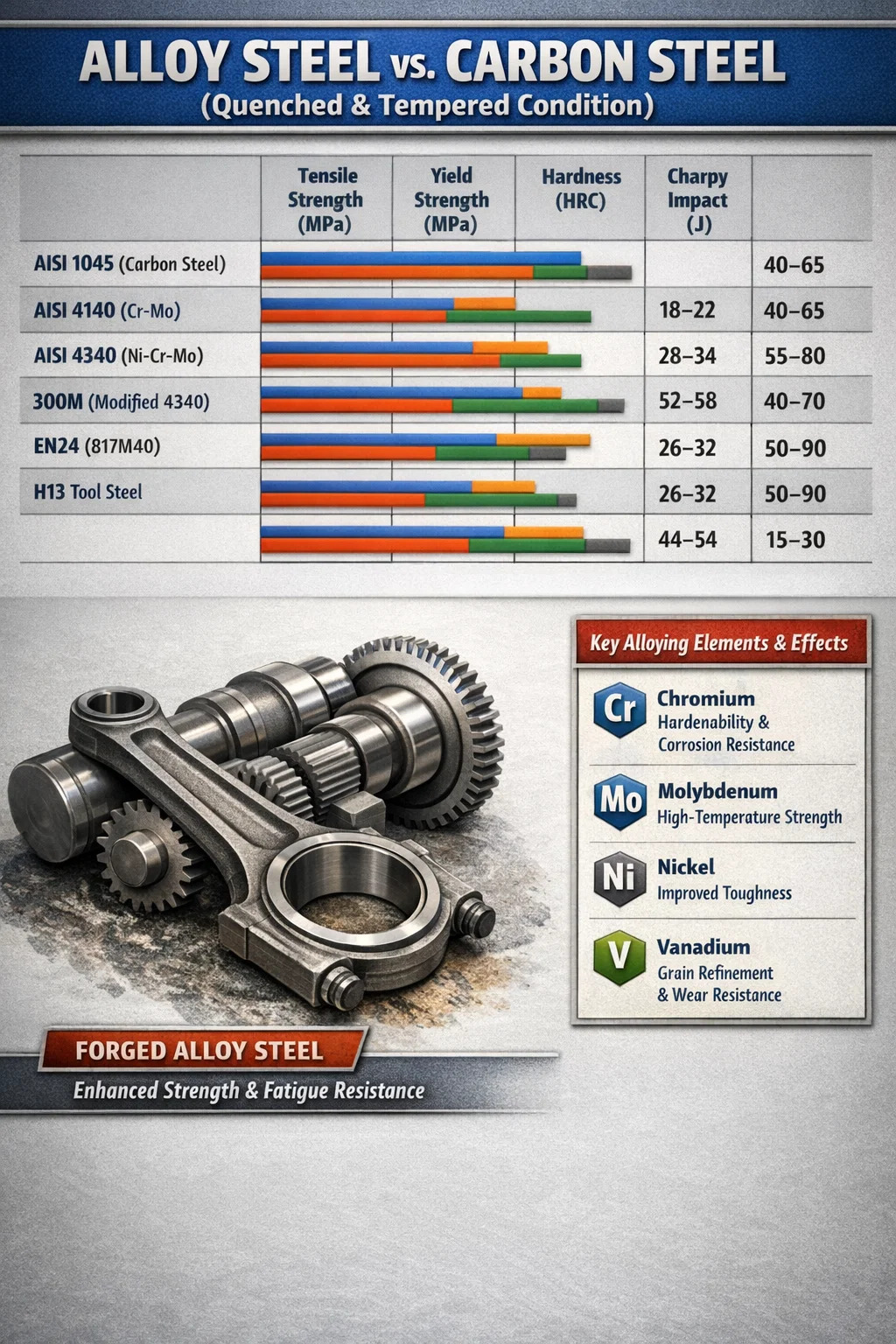
Údaje o mechanických vlastnostiach legovaných ocelí sa podstatne líšia v závislosti od triedy, veľkosti prierezu a podmienok tepelného spracovania. Nižšie uvedená tabuľka porovnáva niekoľko široko používaných tried legovanej ocele v ich typických podmienkach tepelného spracovania spolu s referenčnou uhlíkovou oceľou.
| stupňa | Pevnosť v ťahu (MPa) | Medza klzu (MPa) | Tvrdosť (HRC) | Náraz Charpyho (J) |
|---|---|---|---|---|
| AISI 1045 (uhlíková oceľ, Q&T) | 570 – 700 | 380–520 | 18-22 | 40–65 |
| AISI 4140 (Cr-Mo, Q&T) | 900 – 1100 | 655–965 | 28-34 | 55–80 |
| AISI 4340 (Ni-Cr-Mo, Q&T) | 1100–1450 | 980-1380 | 35–44 | 40–70 |
| 300 miliónov (upravené 4340) | 1930–2000 | 1585–1655 | 52–58 | 34–54 |
| EN24 (817M40, Ni-Cr-Mo) | 850 – 1000 | 700 – 850 | 26-32 | 50–90 |
| Nástrojová oceľ H13 (práca za tepla) | 1200 – 1600 | 1000–1380 | 44–54 | 15-30 |
Tieto údaje platia pre štandardné tyče alebo výkovky s prierezom pod 100 mm. Väčšie časti budú vykazovať nižšie vlastnosti, pretože prekaliteľnosť obmedzuje, ako rovnomerne sa mikroštruktúra vyvíja v hrubom materiáli - faktor obzvlášť výrazný v uhlíkovej oceli a menej prísny vo vysokolegovaných stupňoch ako 4340.
Prečo? Výkovky z legovanej ocele Sú pevnejšie ako liata alebo valcovaná legovaná oceľ
Proces kovania robí niečo, čo ani odlievanie, ani valcovanie úplne nenapodobňuje: núti oceľ cez riadenú plastickú deformáciu za tepla, čím sa uzatvára vnútorná pórovitosť, zjemňuje sa veľkosť zrna a vytvára sa kontinuálny tok zŕn, ktorý sleduje geometriu hotového dielu. Vo výkovkoch z legovanej ocele táto kombinácia vytvára mechanické vlastnosti, ktoré presahujú to, čo rovnaká zliatina dosahuje v iných formách výrobkov.
Praktický rozdiel je merateľný. Publikované porovnania medzi kovanou a legovanou oceľou 4340 ukazujú, že kovaná verzia zvyčajne dosahuje:
- O 20–30 % vyššia únavová pevnosť pri cyklickom zaťažení
- O 15–25 % lepšia odolnosť proti nárazu (Charpy absorboval energiu)
- Zlepšená ťažnosť a zmenšenie plochy pri skúšaní ťahom
- Väčšia konzistencia medzi skúšobnými kusmi odobratými z rôznych miest v rámci tej istej časti
Výhoda toku zrna je obzvlášť významná pre komponenty pri striedavom alebo rázovom zaťažení. Kovaná ojnica alebo kľukový hriadeľ z legovanej ocele má neprerušovaný tok zrna cez polomery zaoblenia – presne tam, kde vznikajú únavové trhliny. Odlievaný ekvivalent má na týchto kritických miestach náhodnú orientáciu zŕn, a preto automobiloví a leteckí inžinieri špecifikujú skôr výkovky z legovanej ocele ako odliatky pre aplikácie s vysokým cyklom únavy.
Výkovky z legovanej ocele v uzavretej zápustke dôsledne spĺňajú alebo prekračujú minimá mechanických vlastností špecifikované v normách ASTM A668, EN 10250 a AMS, zatiaľ čo odliatky s nominálne identickým zložením často vyžadujú zníženie akosti alebo úpravu bezpečnostných faktorov, aby zostali v rámci konštrukčných limitov.
Úloha legujúcich prvkov v pevnosti legovanej ocele
Každý legujúci prvok v oceli ovplyvňuje pevnosť prostredníctvom odlišných metalurgických mechanizmov. Pochopenie týchto mechanizmov vysvetľuje, prečo sa určité kombinácie zliatin používajú na špecifické ciele pevnosti.
chróm (Cr)
Chróm sa pridáva do legovaných ocelí v koncentráciách od 0,5 % do 18 % (horný rozsah je oblasť nehrdzavejúcej ocele). V konštrukčných a kovaných legovaných oceliach 0,5–1,5 % chrómu podstatne zvyšuje prekaliteľnosť – to znamená, že oceľ môže byť po kalení prekalená vo väčších prierezoch. Vytvára tiež stabilné karbidy, ktoré zlepšujú odolnosť proti opotrebeniu a zvyšujú odolnosť ocele proti popúšťaniu, čo je rozhodujúce, keď bude výkovok popúšťaný pri vyšších teplotách, aby sa splnili požiadavky na húževnatosť bez straty prílišnej pevnosti.
molybdén (Mo)
Molybdén je jedným z najúčinnejších činidiel pre kalenie na pridanú jednotku hmotnosti. Dokonca aj 0,15–0,30% Mo vytvára významný posun v TTT (čas-teplota-transformácia) diagrame, čo umožňuje pomalšie rýchlosti chladenia, aby sa stále dosiahla úplná transformácia martenzitu vo veľkých výkovkoch z legovanej ocele. Molybdén tiež potláča krehnutie pri popúšťaní – forma zoslabenia hraníc zŕn, ktorá ovplyvňuje Ni-Cr ocele temperované v rozsahu 375–575 °C – vďaka čomu sú triedy ložísk Mo ako 4140 a 4340 spoľahlivejšie pre aplikácie s ťažkými profilmi.
nikel (Ni)
Nikel zvyšuje húževnatosť v širokom rozsahu teplôt, vrátane teplôt pod nulou, kedy sa väčšina uhlíkových a nízkolegovaných ocelí stáva krehkou. Prechod z ťažného lomu na krehký lom (DBTT) pre 9% niklovú oceľ možno stlačiť pod -196°C, a preto sú niklové legované ocele špecifikované pre kryogénne tlakové nádoby a skladovanie LNG. Na úrovni 1,8 % Ni zistenej v 4340 je primárnou výhodou zlepšená lomová húževnatosť bez obetovania medze klzu – kombinácia, vďaka ktorej sú výkovky z legovanej ocele 4340 štandardnou voľbou pre podvozky lietadiel, muníciu a vysokovýkonné komponenty hnacieho ústrojenstva.
Vanád (V)
Vanád je silný zjemňovač zrna a tvorca karbidu. V koncentráciách tak nízkych ako 0,05 – 0,15 % tlačí hranice zŕn austenitu počas zahrievania, čím po tepelnom spracovaní vytvára jemnejšiu veľkosť zŕn. Jemnejšie zrná znamenajú vyššiu medzu klzu (Hall-Petchov vzťah) a súčasne lepšiu húževnatosť – vzácna kombinácia. Vanád je ústredným prvkom konštrukcie mikrolegovaných ocelí na kovanie (ako je 38MnVS6), kde poskytuje precipitačné kalenie počas riadeného chladenia, čo umožňuje zliatine spĺňať požiadavky na pevnosť bez samostatného cyklu kalenia a temperovania.
mangán (Mn)
Mangán je prítomný vo všetkých legovaných oceliach, ale je zvýšený nad základnú líniu uhlíkovej ocele (zvyčajne 0,6–1,8 % Mn v zliatinách), aby sa zvýšila kaliteľnosť a pevnosť v ťahu prostredníctvom spevnenia tuhým roztokom. Tiež sa spája so sírou a vytvára inklúzie MnS, čo je prospešné pre obrobiteľnosť. Veľmi vysoké hladiny mangánu (nad 12 %) vytvárajú austenitické ocele, ktoré sa extrémne rýchlo vytvrdzujú – úplne odlišný profil vlastností používaný v opotrebovaných doskách a častiach drvičov namiesto presných výkovkov z legovanej ocele.
Ako tepelné spracovanie určuje konečnú pevnosť vo výkovkoch z legovanej ocele
Stav kovania je zriedkavo konečný stav pre výkovky z legovanej ocele používané v konštrukčných službách. Tepelné spracovanie po kovaní riadi konečnú mikroštruktúru - a tým aj rovnováhu medzi pevnosťou, tvrdosťou a húževnatosťou. Rovnaký výkovok 4140 môže byť dodaný s pevnosťou v ťahu v rozsahu od 700 MPa (žíhaný) do viac ako 1400 MPa (priebežne kalený a popúšťaný pri nízkej teplote), úplne v závislosti od špecifikovaného tepelného spracovania po kovaní.
Kalenie a temperovanie (Q&T)
Toto je najbežnejšie tepelné spracovanie pre výkovky z legovanej ocele. Výkovok je austenitizovaný (zvyčajne pri 830 – 870 °C pre 4140, 800 – 845 °C pre 4340), ochladený v oleji alebo vode za vzniku martenzitu, potom temperovaný pri kontrolovanej teplote medzi 150 °C a 650 °C. Teplota popúšťania je primárnou premennou riadiacou konečnú pevnosť: popúšťanie pri 200 °C poskytuje maximálnu tvrdosť, ale nízku rázovú húževnatosť; popúšťanie pri 600 °C obetuje určitú pevnosť, ale poskytuje vynikajúcu húževnatosť. Výkovok 4340 temperovaný na 315 °C dosahuje pevnosť v ťahu približne 1650 MPa; rovnaký výkovok temperovaný na 595 °C klesne na približne 1000 MPa, ale poskytuje hodnoty rázovej energie viac ako trikrát vyššie.
Normalizovať a temperovať
Normalizácia – ochladzovanie vzduchom z austenitizačnej teploty skôr než kalenie – vytvára perlitickú alebo bainitickú mikroštruktúru s nižšou pevnosťou ako Q&T, ale rovnomernejšími vlastnosťami naprieč veľkými prierezmi. Pre veľmi veľké výkovky z legovanej ocele, ako sú hriadele turbín alebo príruby tlakových nádob, kde je fyzikálne nemožné prekalenie, je štandardným tepelným spracovaním normalizácia a popúšťanie, čím sa dosiahne pevnosť v ťahu v rozsahu 700 – 900 MPa pre akosti ako 4140 v ťažkých profiloch.
Vytvrdzovanie a starnutie zrážok
Určité legované ocele – najmä ocele s vysokou pevnosťou v ťahu a precipitačné kalené nehrdzavejúce triedy – dosahujú svoju mimoriadnu pevnosť nie tvorbou martenzitu, ale precipitáciou jemných intermetalických zlúčenín počas kontrolovaného starnutia pri 480 – 510 °C. Výkovky z legovanej ocele s vysokou pevnosťou v ťahu 350 môžu dosiahnuť medzu klzu 2400 MPa prostredníctvom tohto mechanizmu, čo zostáva najvyšší rozsah pevnosti dosiahnuteľný pri akomkoľvek oceľovom výrobku vyrábanom v komerčnom meradle a používanom v konštrukčných aplikáciách.
Pevnosť legovanej ocele verzus iné materiály: Priame porovnanie
Umiestnenie pevnosti legovanej ocele v kontexte s inými konštrukčnými materiálmi pomáha vysvetliť, prečo zostáva dominantnou voľbou v náročných aplikáciách kovania napriek dostupnosti titánových zliatin, hliníkových zliatin a pokročilých kompozitov.
| Materiál | Pevnosť v ťahu (MPa) | Medza klzu (MPa) | Hustota (g/cm³) | Špecifická pevnosť (MPa·cm³/g) |
|---|---|---|---|---|
| Legovaná oceľ 4340 (Q&T) | 1100–1450 | 980-1380 | 7.85 | 140–185 |
| Uhlíková oceľ 1045 (Q&T) | 570 – 700 | 380–520 | 7.85 | 73–89 |
| Titán Ti-6Al-4V (kovaný) | 930-1170 | 880–1100 | 4.43 | 210–264 |
| Hliník 7075-T6 (kovaný) | 500 – 570 | 430 – 500 | 2.81 | 178–203 |
| Šedá liatina | 170 – 250 | N/A (krehký) | 7.20 | 24-35 |
Na základe absolútnej pevnosti sú výkovky z legovanej ocele konkurencieschopné s titánom a ďaleko prevyšujú hliník a liatinu. Na základe špecifickej pevnosti (pevnosť na jednotku hmotnosti) titán a vysokopevnostný hliník prevyšujú legovanú oceľ, a preto sa v leteckých konštrukciách používa titán, kde je hlavnou hnacou silou hmotnosť. však výkovky z legovanej ocele ponúkajú výhodu nákladov na jednotku pevnosti, ktorej sa titán v mierke nevyrovná a ich vyšší modul pružnosti (200 GPa oproti 114 GPa pre titán) znamená menšiu deformáciu pri zaťažení – kritickú pre presné stroje, prevody a akékoľvek aplikácie, kde záleží na rozmerovej stabilite pri namáhaní.
Vplyv veľkosti sekcie na pevnosť kovania legovanej ocele
Jedným z prakticky najdôležitejších a podceňovaných aspektov pevnosti legovanej ocele je jej degradácia so zvyšujúcou sa veľkosťou prierezu. Kaliteľnosť – schopnosť ocele vytvrdiť na plný martenzit v celom jej priereze – určuje, koľko z teoretickej maximálnej pevnosti je skutočne dosiahnuteľné v skutočnom komponente.
Uhlíková oceľ 1045 má veľmi obmedzenú prekaliteľnosť. V tyči s priemerom 25 mm sa kalením vo vode vytvorí takmer úplne martenzitická mikroštruktúra a takmer maximálna pevnosť. V tyči s priemerom 100 mm sa jadro ochladzuje príliš pomaly na to, aby sa premenilo na martenzit, pričom zostáva ako hrubý perlit s pevnosťou v ťahu o 30–40 % nižšou ako povrch. Pri priemere 200 mm môže byť dokonca aj povrch tyče 1045 neúplne vytvrdený.
Legovaná oceľ 4140 s prísadami chrómu a molybdénu si zachováva podstatne lepšiu prekaliteľnosť. Priebežné kalenie na rovnomerný martenzit je dosiahnuteľné do priemeru približne 75 mm pri ochladzovaní oleja. 4340 s pridaným obsahom niklu to rozširuje na 100 mm alebo viac pri kalení oleja. Pre výkovky z legovanej ocele nad 200 mm v kritickom priereze sa vyžadujú triedy špecificky navrhnuté pre veľké profily – ako napríklad 26NiCrMoV14-5 alebo 34CrNiMo6 – aby sa zabezpečilo splnenie špecifikácií minimálnej medze klzu v celom priereze, nielen v blízkosti povrchu.
To je dôvod, prečo veľké výkovky z legovanej ocele pre turbínové rotory, ťažké kľukové hriadele alebo tlakové nádoby reaktorov používajú iné triedy materiálu ako menšie komponenty: legovanie musí byť dostatočné na to, aby prenieslo vlastnosti prekalenia do stredovej línie výkovku, ktorý môže mať priemer 500 mm alebo viac.
Únavová sila výkovkov z legovanej ocele: Realita cyklického zaťaženia
Statická pevnosť v ťahu a medza klzu nie sú jediné merania, na ktorých záleží. Väčšina štrukturálnych porúch v prevádzke nevzniká z jediného preťaženia, ale z únavy – progresívneho rastu trhlín pri opakovanom cyklickom zaťažení hlboko pod statickou medzou klzu. Toto je miesto, kde výkovky z legovanej ocele demonštrujú výhody, ktoré jednoduché čísla pevnosti v ťahu nezachytia.
Únavová pevnosť (amplitúda napätia, ktorú materiál môže vydržať 10⁷ cyklov bez lomu) sleduje všeobecný vzťah s pevnosťou v ťahu pre ocele do približne 1400 MPa v ťahu: medza únavy je približne 0,45–0,50-násobok pevnosti v ťahu. To znamená, že výkovok z legovanej ocele 4140 s pevnosťou v ťahu 1 000 MPa má limit odolnosti približne 450 – 500 MPa – zhruba dvojnásobok výkovku z uhlíkovej ocele 1045 pri ťahu 600 MPa.
Nad pevnosťou v ťahu 1400 MPa sa tento jednoduchý pomer rozpadá. Výkovky z legovanej ocele s vysokou pevnosťou sú čoraz citlivejšie na povrchovú úpravu, zvyškové napätia a mikroštrukturálnu čistotu. Výkovok 4340 pri 1600 MPa s opracovanou povrchovou úpravou má oveľa nižšiu skutočnú medzu únavy ako leštená vzorka, pretože povrchové škrabance pôsobia ako koncentrátory napätia. To je dôvod, prečo sú výkovky z vysokovýkonnej legovanej ocele pre letecký a motoristický šport po opracovaní obrúsené – vrstva zvyškového napätia v tlaku vyvolaná brokovaním môže zvýšiť únavovú životnosť o faktor 2–4 pri reprezentatívnych podmienkach zaťaženia.
Kombinácia kontrolovaného postupu kovania, tepelného spracovania jemného zrna a povrchového brúsenia môže posunúť efektívnu únavovú pevnosť výkovku z legovanej ocele 4340 na 700–800 MPa — hodnota, ktorá riadi automobilový a letecký priemysel uprednostňovanie kovaných komponentov pred opracovanými predvalkami, kde je tok zrna ľubovoľný a chýbajú povrchové tlakové vrstvy.
Kľúčové triedy kovania legovanej ocele a ich profily pevnosti
Pochopenie praktickej pevnostnej obálky najbežnejšie špecifikovaných tried kovania legovanej ocele poskytuje inžinierom pracovnú referenciu pre počiatočný výber materiálu.
AISI 4140: Univerzálny pracant
4140 (0,38 – 0,43 % C, 0,8 – 1,1 % Cr, 0,15 – 0,25 % Mo) je najrozšírenejšia trieda na kovanie legovanej ocele vo všeobecných priemyselných a ropných a plynových aplikáciách. V stave Q&T poskytuje pevnosť v ťahu 900–1100 MPa s primeranou húževnatosťou pre väčšinu mechanických aplikácií. Je to predvolený materiál pre objímky vrtákov, kĺby nástrojov, spojovacie objímky, príruby a stredne zaťažené hriadele. Jeho vynikajúca opracovateľnosť v predkalenom stave (28–34 HRC) ho robí praktickým pre dielne, ktoré po obrábaní nemajú možnosť tepelného spracovania.
AISI 4340: Vysokopevnostné konštrukčné aplikácie
4340 (0,38–0,43 % C, 1,65–2,00 % Ni, 0,70–0,90 % Cr, 0,20–0,30 % Mo) zaberá stupeň nad 4140 v pevnosti a húževnatosti. Prídavok niklu je kľúčovým rozlišovacím znakom: rozširuje kaliteľnosť na väčšie časti a dramaticky zlepšuje húževnatosť pri nízkych teplotách. Výkovky z legovanej ocele 4340 sú štandardným materiálom pre podvozky lietadiel (zvyčajne pri ťahu 1930 MPa podľa MIL-S-5000), kľukové hriadele pre veľké zaťaženie veľkých dieselových motorov a vysokovýkonné nápravové hriadele. Jeho hlboká prekaliteľnosť z neho robí minimálnu prijateľnú triedu pre kované diely s prierezom nad 75 mm, kde sa vyžadujú úplné mechanické vlastnosti.
300M: Ultravysoká pevnosť v letectve
300M je v podstate modifikovaný 4340 s 1,45 – 1,80 % kremíka a 0,05 – 0,10 % vanádu. Prídavok kremíka spomaľuje mäknutie martenzitu počas popúšťania, čo umožňuje oceli dosiahnuť pevnosť v ťahu nad 1930 MPa pri zachovaní hodnôt lomovej húževnatosti nad 60 MPa√m – kombináciu, ktorú 4340 nemôže dosiahnuť na rovnakej úrovni pevnosti. Takmer každá náprava podvozku komerčných a vojenských lietadiel vyrábaná od 60. rokov 20. storočia bola výkovkom z legovanej ocele 300M. Jeho únavová a lomová húževnatosť v tejto aplikácii kritickej z hľadiska bezpečnosti ho robí prakticky nenahraditeľným napriek desaťročiam vývoja konkurenčných materiálov.
EN36 a EN39: Zliatinové ocele cementovateľné
Tieto triedy niklu a chrómu sa používajú na výkovky z legovanej ocele, kde veľmi tvrdý povrch odolný voči opotrebovaniu (60–64 HRC) musí existovať spolu s pevným jadrom odolným voči nárazom. Po kovaní, nauhličovaní alebo karbonitridácii pridáva uhlík do hĺbky 0,5–2,0 mm na povrchu. Výsledkom je komponent, ktorý absorbuje rázové zaťaženie cez pevné jadro a zároveň odoláva kontaktnej únave a opotrebovaniu na povrchu – presná kombinácia, ktorú vyžadujú vysokovýkonné prevody, vačkové hriadele a drážkované hriadele v zariadeniach na prenos energie a banských zariadeniach.
H13 a H11: Oceľové výkovky na prácu za tepla
H13 (5 % Cr, 1,5 % Mo, 1 % V) je celosvetovým štandardom pre nástroje na prácu za tepla. Pri výrobe ako výkovok namiesto tyčového materiálu má H13 výhody z rovnakých výhod toku zrna a hustoty, aké sú opísané pre konštrukčné legované ocele. Kované zápustkové vložky H13 na tlakové liatie hliníka dosahujú životnosť o 20–40 % dlhšiu ako alternatívy opracované z tyče v dokumentovaných porovnaniach výroby, jednoducho preto, že výkovok uzatvára mikroporéznosť a priaznivejšie vyrovnáva distribúciu karbidov. Tvrdosť H13 v prevádzke je typicky 44–50 HRC, poskytuje medzu klzu v tlaku nad 1600 MPa pri izbovej teplote, udržiavanú nad 600 MPa pri 600 °C.
Testovanie a overovanie pevnosti kovania legovanej ocele
Nároky na pevnosť pre výkovky z legovanej ocele nie sú vo väčšine kritických aplikácií akceptované len na základe materiálových certifikátov. Fyzické testovanie skúšobných kupónov odobratých z výrobných výkovkov – alebo z reprezentatívnych predĺžení pripojených k výkovku – vyžaduje väčšina noriem obstarávania.
Štandardné kvalifikačné skúšky pre výkovky z legovanej ocele zahŕňajú:
- Skúška ťahom pri izbovej teplote: Meria medzu pevnosti v ťahu, 0,2 % medzu pevnosti, ťažnosť %, a zmenšenie plochy %. Tieto štyri hodnoty plne charakterizujú statickú mechanickú odozvu.
- Nárazová skúška Charpyho V-zárezom: Vedené pri špecifikovanej teplote (často 0 °C, -20 °C alebo -40 °C v závislosti od aplikácie), meria absorbovanú energiu v jouloch a potvrdzuje, že materiál nepracuje vo svojej krehkej prechodovej zóne.
- Tvrdosť podľa Brinella alebo Rockwella: Rýchla, nedeštruktívna náhrada pevnosti v ťahu (1 HBW ≈ 3,5 MPa pevnosť v ťahu pre ocele) používaná na triedenie výkovkov pred deštruktívnym testovaním a na overenie rovnomernosti tepelného spracovania v celej dávke.
- Ultrazvukové testovanie (UT): Objemová kontrola na zistenie vnútorných defektov, ktoré by znížili efektívny nosný prierez. Úrovne akceptácie podľa ASTM A388 alebo EN 10228-3 definujú maximálnu povolenú veľkosť indikácie.
- Lomová húževnatosť (K₁c): Vyžaduje sa pre výkovky z leteckej a jadrovej legovanej ocele. Meria faktor intenzity napätia, pri ktorom sa trhlina bude šíriť nestabilne, vyjadrený v MPa√m. 4340 pri ťahu 1380 MPa typicky dosahuje K₁c 50–60 MPa√m; 300M pri rovnakej úrovni pevnosti dosahuje 65–80 MPa√m vďaka modifikácii kremíka.
V ropných a plynových aplikáciách, ktoré sa riadia NACE MR0175, nie je testovanie tvrdosti len kontrolou kvality – je to overenie bezpečnosti, pretože akýkoľvek výkovok z legovanej ocele presahujúci 22 HRC (približne 760 MPa v ťahu) je v kyslom prostredí zakázaný z dôvodu rizika praskania sulfidovým napätím. Toto je jeden z prípadov, keď je maximálna povolená pevnosť nižšia, než akú je materiál schopný, spôsobený skôr praskaním v prostredí než limitmi mechanického zaťaženia.
Výkon v reálnom svete: Výkovky z legovanej ocele v prevádzke
Laboratórne údaje o mechanických vlastnostiach ukazujú, čo môžu výkovky z legovanej ocele dosiahnuť za kontrolovaných podmienok. To, čo sa deje v teréne, často rozpráva úplnejší príbeh o kombinácii pevnosti, odolnosti proti únave a húževnatosti, vďaka ktorým sú výkovky z legovanej ocele dominantnou voľbou v odvetviach s vysokým dopytom.
V hnacej sústave úžitkových vozidiel kľukové hriadele z kovanej legovanej ocele bežne absolvujú 800 000 km alebo viac prevádzky bez akýchkoľvek únavových porúch, keď sú vyrobené podľa špecifikácií. Rovnaká geometria kľukového hriadeľa vyrobená z tvárnej liatiny – bežná náhrada za zníženie nákladov – vykazuje únavové poruchy pri tretine až polovici kilometrového výkonu za rovnakých podmienok, a preto každý OEM ťažký nákladný automobil naďalej špecifikuje výkovky z legovanej ocele pre kľukové hriadele napriek vyšším nákladom na materiál.
V sektore ropy a zemného plynu pracuje 4140 výkovkov z legovanej ocele s vrtnými prstencami pri kombinovanom torznom, ohybovom a axiálnom zaťažení v zostavách so spodnými otvormi, pričom počas životnosti vrtu sa cyklujú miliónkrát. Zdokumentovaná miera zlyhania vrtného prstenca pre riadne tepelne spracované výkovky 4140, ktoré spĺňajú požiadavky API Spec 7-1, je extrémne nízka – a väčšina porúch, ktoré sa vyskytnú, vedie skôr k nesprávnemu tepelnému spracovaniu, poškodeniu koróziou alebo manipuláciou, než k prirodzenej slabosti materiálu.
V sektore výroby energie preukázali veľké výkovky rotorov z nízkolegovanej ocele pre parné turbíny – zvyčajne 25 – 100 ton – životnosť presahujúcu 40 rokov pri nepretržitom cyklickom tepelnom a mechanickom zaťažení v elektrárňach so základným zaťažením. Výkonový rekord je priamym dôsledkom prísnej kontroly zloženia, vákuového odplyňovania a komplexného mechanického testovania, ktorým veľké výkovky z legovanej ocele prechádzajú pred opustením kováčskeho zariadenia. Žiadna iná výrobná cesta pre rotory takej veľkosti a hmotnosti nedosiahla rovnaký rekord spoľahlivosti.