Čo je kovanie ocele a ako tento proces funguje
Oceľové kovanie je výrobný proces, pri ktorom sa masívne oceľové predvalky alebo tyče tvarujú pod tlakovou silou – pomocou kladív, lisov alebo lisovníc – na výrobu dielov s vynikajúcimi mechanickými vlastnosťami v porovnaní s odlievanými alebo obrábanými alternatívami. Výsledkom je štruktúra zŕn, ktorá kopíruje obrysy dielu a poskytuje pevnosť v ťahu zvyčajne o 20–40 % vyššiu ako ekvivalentné komponenty z liatej ocele. Ak potrebujete diely, ktoré zvládajú únavu, náraz alebo cyklické zaťaženie – ojnice, kľukové hriadele, príruby, ozubené kolesá – kovanie je zvyčajne najspoľahlivejšou cestou, ako sa tam dostať.
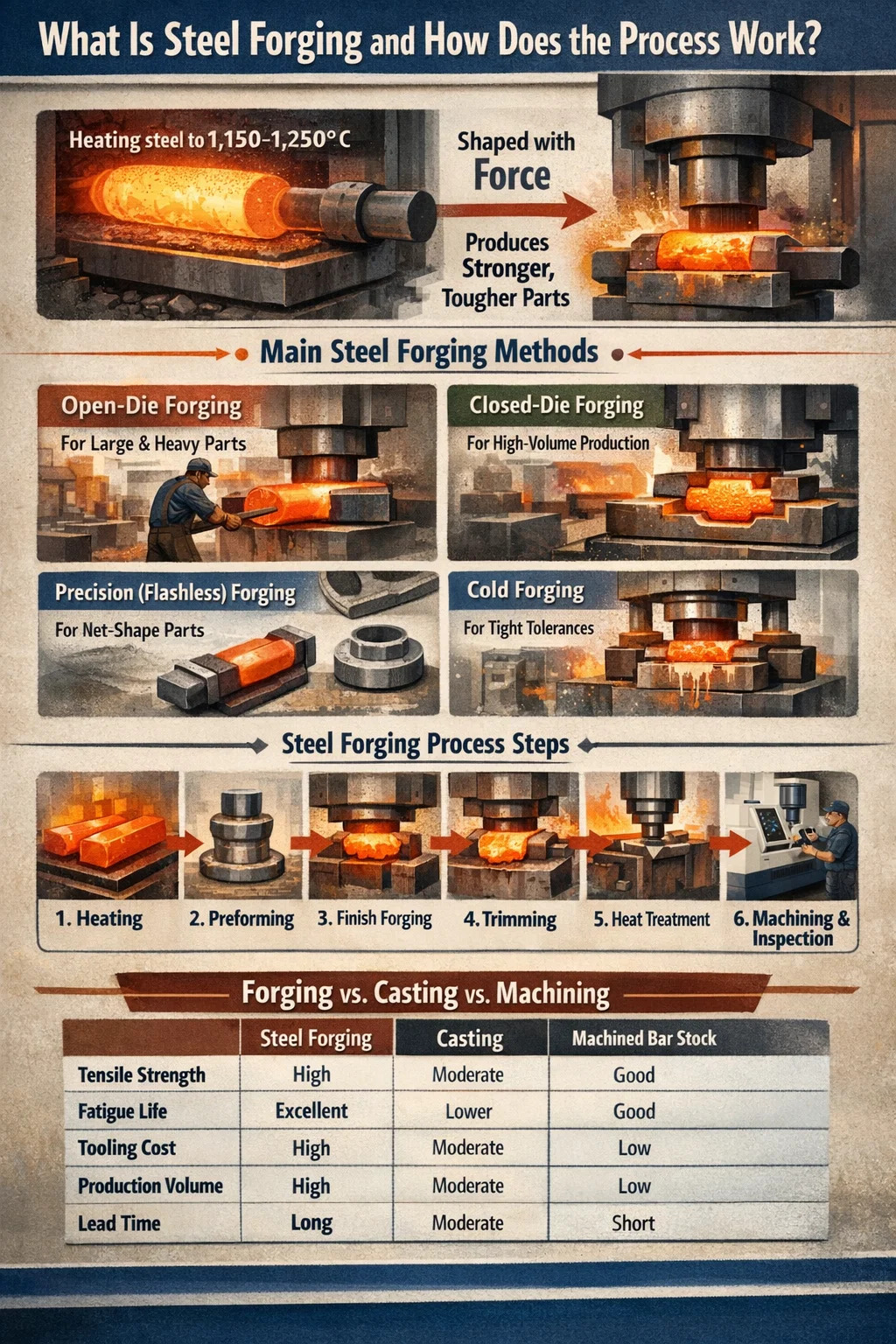
Vo svojom jadre proces zahŕňa zahriatie ocele na špecifický teplotný rozsah (zvyčajne medzi 1 100 ° C a 1 250 ° C pre uhlíkové a legované ocele), potom použitie sily na plastickú deformáciu materiálu do požadovaného tvaru. Zvýšená teplota znižuje prietokové napätie a zlepšuje ťažnosť, vďaka čomu sa kov ľahšie tvaruje bez praskania. Po ochladení sa kovaná časť pred odoslaním podrobí následnému tepelnému spracovaniu, opracovaniu a kontrole.
Kovanie ocele nie je jediná technika. Rozvetvuje sa do niekoľkých odlišných metód, z ktorých každá je vhodná pre rôzne geometrie, objemy a požiadavky na toleranciu. Pochopenie toho, ako každá metóda funguje – a kde nedosahuje – je východiskovým bodom pre každého inžiniera alebo kupujúceho, ktorý sa snaží správne zavolať na projekt kovania.
Hlavné metódy kovania ocele a kedy ich použiť
Každá metóda kovania ocele produkuje diely s rôznymi rozmerovými toleranciami, stavmi povrchu a nákladmi na nástroje. Nesprávny výber zvyšuje náklady, predlžuje dodaciu lehotu alebo vedie k dielom, ktoré vyžadujú nadmerné sekundárne obrábanie.
Voľné kovanie
Voľné kovanie (tiež nazývané voľné kovanie alebo kováčske kovanie) využíva ploché alebo jednoduché zápustky, ktoré úplne neobopínajú obrobok. S oceľou sa manipuluje medzi matricami prostredníctvom série stláčaní, naťahovania a otáčania. Toto je metóda používaná pre veľké hriadele, valce, krúžky a ingoty – časti, ktoré môžu vážiť od niekoľkých kilogramov do viac ako 200 ton.
Kovanie v otvorenej zápustke je voľbou, keď veľkosť dielu presahuje kapacitu uzavretých zápustiek alebo keď sú výrobné množstvá príliš nízke na to, aby odôvodnili drahé nástroje. Rozmerové tolerancie sú širšie (zvyčajne ±3–6 mm), takže sa následne očakáva výrazné opracovanie. Oceľové triedy ako 4140, 4340 a 316 sa týmto spôsobom bežne spracovávajú pre ropný a plynárenský priemysel, výrobu energie a ťažké zariadenia.
Zápustkové kovanie (zápustkové kovanie)
Zápustkové kovanie využíva zhodnú sadu zápustiek s dutinou opracovanou do približného tvaru hotového dielu. Zahriaty predvalok sa umiestni medzi matrice a pôsobí sa silou, kým oceľ úplne nevyplní dutinu, pričom prebytočný materiál vytečie ako záblesk okolo deliacej čiary. Blesk sa neskôr odreže.
Táto metóda poskytuje užšie tolerancie (zvyčajne ±0,5–1,5 mm v závislosti od zložitosti a veľkosti dielu), lepšiu povrchovú úpravu a konzistentnejšiu geometriu ako práca s otvorenými matricami. Náklady na nástroje sú vysoké – kompletná sada zápustiek pre stredne zložitú časť môže stáť 15 000 – 80 000 USD alebo viac – takže kovanie v uzavretej zápustke má ekonomický zmysel predovšetkým pre stredné až vysoké objemy výroby. Automobilové ojnice, náboje kolies a telesá ventilov sú klasické aplikácie.
Bezzábleskové (presné) kovanie
Kovanie bez záblesku eliminuje záblesk precíznym riadením objemu predvalkov a geometrie zápustky, takže materiál vyplní dutinu bez pretečenia. Výsledkom je sieťový alebo takmer sieťový diel, ktorý vyžaduje minimálne opracovanie po kovaní. Dosiahnuteľné sú tolerancie až ±0,1–0,3 mm.
Tento proces si vyžaduje presnú prípravu predvalkov a vyššie investície do nástrojov, ale úspora materiálu 10 – 20 % v porovnaní s konvenčným kovaním v uzavretej zápustke ho robí atraktívnym pre veľkoobjemovú výrobu zložitých dielov ako sú ozubené kolesá, kužeľové kolesá a komponenty zavesenia.
Kovanie valcovaním
Kovanie valcovaním prechádza ohriatou oceľovou tyčou medzi dvoma valcami s tvarovanými drážkami, čím sa zmenšuje jej prierez a súčasne sa predlžuje. Zvyčajne sa používa ako krok predtvarovania pred kovaním v uzavretej zápustke, ale používa sa aj ako konečný proces pre kužeľové hriadele, listové pružiny a koľajnicové komponenty. Nepretržitá povaha procesu ho robí vysoko efektívnym pre predĺžené diely.
Rozrušené kovanie
Upchaté kovanie zväčšuje plochu prierezu oceľovej tyče alebo tyče jej stláčaním pozdĺž jej osi, skrátením dĺžky a zväčšením priemeru v určitej zóne. Týmto spôsobom sa vyrábajú skrutky, čapy, ventily a prírubové hriadele. Vysokorýchlostné upnuté kovacie stroje dokážu vyrobiť tisíce dielov za hodinu, vďaka čomu je to jedna z najproduktívnejších metód kovania spojovacích materiálov a podobného hardvéru.
Kovanie za studena
Na rozdiel od vyššie uvedených metód sa kovanie za studena vykonáva pri teplote miestnosti alebo blízko nej. Oceľ sa počas procesu deformuje, čo v skutočnosti zvyšuje tvrdosť a pevnosť povrchu. Tolerancie sú výnimočne malé (±0,05–0,1 mm) a povrchová úprava je vynikajúca, čo často eliminuje potrebu akéhokoľvek sústruženia alebo brúsenia. Kompromisom sú vyššie požadované lisovacie sily a obmedzenia týkajúce sa geometrie dielu a triedy ocele. Na kovanie za studena sú najvhodnejšie nízkouhlíkové a stredne uhlíkové ocele.
Krok za krokom: Ako sa kovanie ocele robí v praxi
Znalosť krokov procesu je dôležitá, či už navrhujete diel na kováčnosť alebo kontrolujete výrobnú úroveň dodávateľa. Takto prebieha štandardná postupnosť kovania ocele v uzavretej zápustke od suroviny po hotový diel.
- Výber materiálu a príprava predvalkov: Vhodná trieda ocele sa vyberá na základe požiadaviek na mechanické vlastnosti hotového dielu. Bežné triedy zahŕňajú 1045 (stredne uhlíkové, všeobecné priemyselné), 4140 (chróm-molybdén, vysoká pevnosť), 4340 (nikel-chróm-molybdén, letectvo) a 17-4 PH nerez (odolný voči korózii, vysoká pevnosť). Tyčinka alebo predvalok sa nareže na vypočítaný objem – mierne predimenzovaný, aby sa zohľadnil záblesk a strata vodného kameňa.
- Kúrenie: Predvalky sa naložia do plynom vykurovanej alebo indukčnej pece a privedú sa na cieľovú teplotu kovania. Pre väčšinu uhlíkových a legovaných ocelí je to 1 150 – 1 250 °C. Rovnomernosť teploty naprieč prierezom predvalku je kritická – teplotný gradient väčší ako 50 °C môže viesť k praskaniu alebo neúplnému vyplneniu formy. Indukčný ohrev je uprednostňovaný pre tesnú reguláciu teploty a zníženie tvorby vodného kameňa.
- Odstraňovanie vodného kameňa: Horúca oceľ vytvára počas ohrevu vrstvu oxidového kameňa. Pred kovaním sa tento okují odstráni vysokotlakovými vodnými lúčmi (zvyčajne 100 – 200 barov) alebo prvým ľahkým úderom do matrice, čím sa okuje rozbije a zabráni sa jeho vtlačeniu do povrchu dielu, čo spôsobí povrchové defekty.
- Predtvarovanie (ak je potrebné): Zložité diely často vyžadujú jeden alebo viac krokov predtvarovania na prerozdelenie kovovej hmoty bližšie ku konečnému tvaru pred odtlačkom konečnej formy. To znižuje opotrebovanie lisovnice a zlepšuje tok kovu pri konečnom údere. Predtvarovanie sa vykonáva v oddelených dutinách matrice na rovnakom lise alebo kladive.
- Dokončiť kovanie: Predtvarovaný predvalok sa prenesie do dutiny konečnej formy a udrie - buď kladivom (gravitačné alebo parné kladivo poskytujúce opakované údery) alebo lisom (mechanický alebo hydraulický lis poskytujúci riadený jeden zdvih). Oceľ úplne vyplní dutinu a blesk sa vytlačí okolo deliacej čiary.
- Orezávanie bleskom: Ešte za horúca (alebo po ochladení pri orezávacích lisoch) sa výkovok vloží do orezávacieho nástroja a záblesk sa vyrazí jedným ťahom. V prípade presných dielov môže byť orezaný výkovok znovu vyrazený v kalibračnej zápustke, kým je ešte teplý, aby sa opravilo prípadné spätné pruženie a zlepšila sa rozmerová presnosť.
- Tepelné spracovanie: V závislosti od triedy ocele a požiadaviek na konečné mechanické vlastnosti sa kované diely podrobujú normalizácii, žíhaniu, kaleniu a popúšťaniu alebo spracovaniu roztokom a starnutiu. Napríklad kalenie a popúšťanie ocele 4140 môže priniesť pevnosť v ťahu zo 655 MPa (normalizované) na viac ako 1 000 MPa.
- Obrábanie: Dokonca aj výkovky takmer čistého tvaru zvyčajne vyžadujú CNC sústruženie, frézovanie, vŕtanie a brúsenie, aby sa dosiahli konečné rozmerové tolerancie, povrchová úprava a vlastnosti (závity, otvory, drážky), ktoré nie je možné vykovať priamo.
- Kontrola a testovanie: Hotové výkovky sa kontrolujú rozmerovo (CMM alebo ručné meranie), vizuálne (povrchové trhliny, preliačiny, švy) a často nedeštruktívnym testovaním – magnetická kontrola častíc (MPI) na povrchové chyby, ultrazvukové testovanie (UT) na vnútorné dutiny. Mechanické testovanie na vzorkách overuje tvrdosť, pevnosť v ťahu, rázovú húževnatosť a únavové vlastnosti.
Akosti ocele bežne používané pri kovaní a ich vlastnosti
Výber materiálu je neoddeliteľnou súčasťou procesu kovania. Kvalita ocele určuje rozsah teplôt kovania, životnosť zápustky, požadovanú lisovaciu kapacitu, tepelné spracovanie po kovaní a v konečnom dôsledku výkon hotového dielu.
| Oceľ triedy | Rozsah teplôt kovania | Pevnosť v ťahu (Q&T) | Kľúčové aplikácie |
|---|---|---|---|
| AISI 1045 | 1 150 až 1 230 °C | ~570–700 MPa | Hriadele, prevody, spojky |
| AISI 4140 | 1 100 až 1 230 °C | ~900–1 100 MPa | Príruby, objímky vrtákov, nápravy |
| AISI 4340 | 1 100 až 1 200 °C | ~1 000–1 500 MPa | Podvozok, kľukové hriadele, letectvo |
| Nerez AISI 316 | 1 149 až 1 260 °C | ~515–690 MPa | Ventily, armatúry, námorný hardvér |
| F51 Duplex SS | 1 050 až 1 150 °C | ~620–880 MPa | Podmorské komponenty, chemický závod |
| 17-4 PH Nerez | 1 040 až 1 150 °C | ~930–1 310 MPa | Letectvo, zdravotníctvo, hriadele čerpadiel |
Jedna praktická poznámka o kovaní z nehrdzavejúcej ocele: austenitické triedy ako 316 majú vyššie prietokové napätie ako uhlíkové ocele, čo znamená, že lis potrebuje väčšiu kapacitu pre rovnakú veľkosť dielov. Sú tiež náchylnejšie na spevňovanie, ktoré môže spôsobiť praskanie, ak sa opätovné zahrievanie medzi prechodmi nevykoná správne. Duplexné triedy sú ešte citlivejšie na teplotu – práca mimo úzkeho kovacieho okna môže destabilizovať rovnováhu feritu a austenitu a zhoršiť odolnosť proti korózii.
Kľúčové konštrukčné pravidlá pre kovateľné oceľové diely
Súčiastky navrhnuté bez toho, aby sa myslelo na kovanie, sú často oveľa drahšie na výrobu alebo nedokážu využiť štrukturálne výhody procesu. Aplikovaním týchto princípov dizajnu od začiatku sa vyhnete nákladným prerábkam neskôr.
Uhly ponoru
Všetky vertikálne povrchy pri kovaní v uzavretej zápustke potrebujú uhol úkosu, aby bolo možné súčiastku vysunúť zo zápustky. Štandardný ťah pre oceľové výkovky je 5–7° na vonkajších plochách a 7–10° na vnútorných plochách . Funkcie s nulovým alebo negatívnym ťahom vyžadujú zložitejšie nástroje s vyhadzovacími kolíkmi alebo deliacimi matricami, čo výrazne zvyšuje náklady.
Polomery zaoblenia a rohu
Ostré vnútorné rohy vytvárajú koncentrácie napätia v matrici, ako aj v hotovej časti. Praktickým východiskovým bodom je minimálny vnútorný polomer zaoblenia 3 mm, pričom v silne zaťažených zónach sa uprednostňuje 6 mm alebo väčší. Polomery vonkajších rohov by mali byť minimálne 1,5 mm. Časti so správnym zaoblením vykazujú až 3-násobné zvýšenie únavovej životnosti v porovnaní s časťami s ostrými prechodmi.
Umiestnenie deliacej čiary
Deliaca čiara je miesto, kde sa stretávajú dve polovice matrice. Mala by byť umiestnená v najväčšom priereze dielu, aby sa minimalizovala hĺbka matrice a vzplanutie. Rovná, plochá deliaca čiara je najjednoduchšia a najlacnejšia možnosť. Zakrivené alebo šikmé deliace čiary zvyšujú zložitosť nástrojov, ale môžu byť potrebné pre určité geometrie.
Variácia hrúbky sekcie
Veľké rozdiely v hrúbke prierezu v tej istej časti vytvárajú nerovnomerný tok kovu počas kovania. Tenké časti sa plnia rýchlejšie a chladnú rýchlejšie ako hrubé, čo vedie k nedostatočnému vyplneniu alebo praskaniu. Pomer maximálnej k minimálnej hrúbke steny v oceľovom výkovku by spravidla nemal presiahnuť 4:1 bez starostlivého návrhu predlisku na predbežné rozdelenie materiálu.
Orientácia toku zŕn
Jednou z najvýznamnejších výhod oceľového kovania v porovnaní s odlievaním alebo obrábaním tyčového materiálu je schopnosť zosúladiť tok zrna s najvyšším smerom napätia v prevádzke. Ojnica kovaná s pozdĺžnym tokom zrna pozdĺž osi tyče má oveľa lepšiu odolnosť proti únave ako ojnica vyrobená z tyčového materiálu, kde zrno prebieha priečne cez kritické úseky. Diel navrhnite tak, aby bola os primárneho zaťaženia zarovnaná s hlavným smerom kovania.
Kovanie ocele vs. odlievanie vs. obrábanie z tyčového materiálu
Inžinieri často čelia voľbe medzi kovaním, odlievaním a obrábaním pri výbere výrobnej cesty pre konštrukčné oceľové diely. Každá metóda má odlišný profil výkonnosti a nákladov.
| Kritérium | Oceľové kovanie | Casting | Opracovaná tyčová pažba |
|---|---|---|---|
| Pevnosť v ťahu | Vysoký (rafinovaný zrnom) | Stredné (riziko pórovitosti) | Dobré (závisí od ročníka) |
| Únavový život | Výborne | Nižšie (vnútorné chyby) | Dobré, ak je zrno zarovnané |
| Geometrická zložitosť | Mierne | Vysoká | Vysoká (CNC) |
| Náklady na nástroje | Vysoká (dies) | Mierne (patterns/molds) | Nízka až žiadna |
| Jednotkové náklady pri vysokom objeme | Nízka | Nízka to moderate | Vysoká (material waste) |
| Vnútorné chyby | Minimálne (zatvorené dutiny) | Možné (zmršťovanie, pórovitosť) | Závisí od kvality baru |
| Dodacia lehota (prototyp) | Dlhé (výroba matrice) | Mierne | Krátke |
Rozhodnutie zvyčajne závisí od troch faktorov: ročný objem výroby, požadovaný mechanický výkon a zložitosť dielov. Pri dieloch so zložitými vnútornými priechodmi alebo podrezaním často vyhráva odlievanie len na geometrii. V prípade veľkoobjemových konštrukčných dielov v automobilovom, leteckom a kozmickom priemysle alebo v ropnom a plynárenskom priemysle takmer vždy vyhráva kovanie z hľadiska výkonu a nákladov na životný cyklus. Obrábanie z tyčového materiálu má najväčší zmysel pre prototypy, veľmi malé série alebo súčiastky, ktoré sú jednoducho príliš malé na ekonomické kovanie.
Bežné chyby v kovaní ocele a ako im predchádzať
Dokonca aj pri správnych procesných parametroch môžu oceľové výkovky vytvárať chyby, ktoré ohrozujú štrukturálnu integritu. Vedieť, čo spôsobuje jednotlivé defekty a ako ich včas zachytiť, predchádza nákladným poruchám v teréne.
Laps and Folds
Presahy vznikajú, keď sa povrchová vráska alebo presah prehne späť a zatlačí sa do povrchu dielu bez lepenia. Prejavujú sa ako lineárne povrchové defekty, zvyčajne prebiehajúce rovnobežne s deliacou čiarou. Hlavnou príčinou je zvyčajne nesprávny tvar predlisku, nadmerný výron alebo zlé rozloženie toku kovu v matrici. Magnetická kontrola častíc spoľahlivo deteguje presahy na povrchu. Prevencia vyžaduje správny návrh predlisku a optimalizáciu dutiny formy.
Nedostatočná náplň
Nedostatočné vyplnenie znamená, že dutina zápustky nebola počas kovania úplne vyplnená oceľou, pričom na povrchu dielu zostali plytké priehlbiny. Príčiny zahŕňajú nedostatočnú hmotnosť predvalkov, príliš nízku teplotu kovania, nadmerný výron, ktorý odvádza materiál skôr, ako sa dutina naplní, alebo nedostatočná kapacita lisu. Rozmerová kontrola vo väčšine prípadov zachytí nedostatočnú náplň, ale je lepšie ju zachytiť v prvej výrobnej sérii s delením vzoriek.
Praskanie
Povrchové trhliny vznikajú, keď je oceľ kovaná pri príliš nízkej teplote (pod rozsahom prechodu z ťažného na krehký), keď je rýchlosť deformácie príliš vysoká, alebo keď má oceľ nadmerný obsah síry alebo fosforu, ktorý podporuje skrat za tepla. Vnútorné trhliny (defekty prasknutia) vznikajú, keď sa v jadre počas kovania vyvíjajú ťahové napätia, často v ťažkých profiloch. Udržiavanie teploty kovania nad 1 050 °C pre väčšinu legovaných ocelí a vyhýbanie sa nadmernému zníženiu na jeden priechod zabraňuje väčšine defektov praskania.
Dekarbonizácia
Dlhšie vystavenie vzduchu pri vysokých teplotách spôsobuje difúziu uhlíka z povrchovej vrstvy ocele, čím sa vytvára mäkká zóna s nízkym obsahom uhlíka, ktorá znižuje tvrdosť a odolnosť proti únave. Hĺbka oduhličenia 0,3–0,8 mm nie je nezvyčajná u dielov vyhrievaných v otvorených plameňových peciach. Používanie pecí s riadenou atmosférou alebo indukčného ohrevu výrazne znižuje oduhličenie a opracovanie postihnutej vrstvy je štandardnou sanáciou, keď k nej dôjde.
Die Shift
K posunu zápustky dochádza, keď sú horná a dolná polovica zápustky počas kovania nesprávne zarovnaná, čím vzniká diel, ktorý je posunutý na deliacej línii. Dokonca aj posun o 0,5 mm môže spôsobiť zlyhanie rozmerovej kontroly dielu. Pravidelné kontroly súosovosti lisovníc a správna údržba lokalizačného kľúča zabraňujú tejto chybe vo výrobe.
Odvetvia, ktoré sa spoliehajú na kovanie ocele a prečo
Dopyt po kovaní ocele je poháňaný odvetviami, kde štrukturálne zlyhanie neprichádza do úvahy. Pochopenie toho, kde a prečo je špecifikované kovanie, pomáha kupujúcim odôvodniť investície do nástrojov a pomáha inžinierom zdôvodniť kovanie v porovnaní s konkurenčnými procesmi.
- Automobilový priemysel: Ojnice, kľukové hriadele, čapy riadenia, náboje kolies, vačkové hriadele a prevody sú takmer univerzálne kované. Typický osobný automobil obsahuje 35–45 kg kovaných oceľových dielov. Odolnosť kovanej ocele proti únave a nárazu je dôvodom, prečo sa tieto komponenty kritické z hľadiska bezpečnosti neodlievajú.
- Ropa a plyn: Vrtáky, objímky vrtákov, komponenty BOP, telesá ventilov, príruby (ANSI/ASME B16.5) a podmorské konektory vyžadujú kovanie, aby odolali extrémnym tlakom v dierach (v niektorých aplikáciách až 15 000 psi pracovný tlak) a korozívnym prostrediam. Normy ASME/ANSI a API nariaďujú kovanie mnohých z týchto komponentov.
- Letectvo: Vzpery podvozku, uchytenie krídel, uchytenie motora a kotúče turbín sú kované z vysokopevnostných legovaných ocelí a superzliatin. Prísne požiadavky leteckého priemyslu na sledovateľnosť, certifikované správy o materiálových testoch a nedeštruktívne testovanie robia z kovania predvolenú voľbu pre konštrukčné komponenty drakov.
- Generovanie energie: Rotory parných turbín, hriadele generátorov a hlavy tlakových nádob v jadrových a konvenčných elektrárňach patria medzi najväčšie vyrábané výkovky – jednotlivé otvorené výkovky môžu vážiť 150 – 300 ton. Celistvosť materiálu potrebná pre komponenty, ktoré pracujú pri kombinovanom tepelnom a mechanickom namáhaní počas 30–60 rokov, je možné dosiahnuť iba riadeným kovaním a tepelným spracovaním.
- Ťažobné a stavebné zariadenia: Spoje buldozérových pásov, čapy lopaty rýpadla, kladivá na drvenie kameňa a vrtné tyče sú vystavené silnému nárazu a abrazívnemu opotrebovaniu. Výkovky z vysokomangánovej a nízkolegovanej ocele odolávajú deformácii a lomu za týchto podmienok oveľa lepšie ako liate alternatívy.
- Obrana: Delostrelecké projektily, priebojné penetrátory, komponenty tankových dráh a hlavne sú kované tak, aby spĺňali vojenské špecifikácie vyžadujúce špecifickú tvrdosť, húževnatosť a rozmerovú konzistenciu, ktorú nemožno dosiahnuť inými procesmi.
Normy kvality a certifikácie pre oceľové výkovky
Nákup oceľových výkovkov bez odkazu na platné normy necháva kupujúcich vystavených variabilite kvality a nezhodným dielom. Pred napísaním objednávky sa oplatí poznať hlavné normy upravujúce kvalitu kovania ocele.
- ASTM A668 / A668M: Štandardná špecifikácia pre výkovky z uhlíkovej a legovanej ocele pre všeobecné priemyselné použitie. Zahŕňa osem tried s požiadavkami na mechanické vlastnosti od pevnosti v ťahu 485 MPa (trieda D) až po 830 MPa (trieda L).
- ASTM A182: Kryje kované alebo valcované rúrkové príruby zo zliatiny a nehrdzavejúcej ocele, kované armatúry a ventily pre vysokoteplotné prevádzky. Široko uvedené v špecifikáciách spracovania ropy a plynu a chemikálií.
- ASTM A105: Štandard pre výkovky z uhlíkovej ocele pre potrubné aplikácie pri okolitých a vyšších teplotách. Toto je jedna z najčastejšie volaných špecifikácií pre príruby a armatúry v priemyselných potrubných systémoch.
- API 6A / 6D: Normy American Petroleum Institute pre vybavenie ústia vrtu a vianočného stromčeka (6A) a potrubné ventily (6D). Tieto normy definujú triedy materiálov, požiadavky na skúšky a dokumentáciu vysledovateľnosti kovaných komponentov používaných v uhľovodíkovej prevádzke.
- AMS (Špecifikácie leteckého materiálu): Normy SAE AMS ako AMS 2750 (pyrometria na tepelné spracovanie) a triedy AMS špecifické pre materiál (napr. AMS 6414 pre oceľ 4340) upravujú výkovky pre letectvo a kozmonautiku. Súlad vyžaduje zdokumentovanú kalibráciu pece, certifikované správy o skúške materiálu a prvú kontrolu výrobku.
- ISO 9001 / IATF 16949: Certifikácia systému manažérstva kvality pre všeobecných priemyselných (ISO 9001) a automobilových (IATF 16949) dodávateľov kovania. Tieto certifikácie naznačujú, že dodávateľ prevádzkuje zdokumentovaný systém kvality, ale samy osebe nezaručujú zhodu produktu so špecifickými mechanickými špecifikáciami.
Pri každej zásielke výkovku si vždy vyžiadajte správy o skúške materiálu (MTR), správy o rozmerových kontrolách a správy NDE. Pre kritické aplikácie je testovanie svedkom v kovárni štandardnou praxou v leteckom a nukleárnom obstarávaní.
Často kladené otázky o kovaní ocele
Aké je minimálne objednávacie množstvo pre oceľové výkovky s uzavretou zápustkou?
Väčšina dielní s uzavretým zápustkovým kovaním stanovuje minimálne množstvo objednávky (MOQ) na 100 – 500 kusov pre projekty nových nástrojov, aj keď sa to líši podľa veľkosti dielu a zložitosti. V prípade malých, jednoduchých dielov budú niektoré obchody zvažovať 50-kusové skúšobné jazdy. Hlavným obmedzením sú vysoké náklady na nástroje – náklady na matrice rozdelené na menej dielov výrazne zvyšujú jednotkové náklady. Otvorené výkovky nemajú žiadne praktické minimum MOQ, pretože nie sú potrebné žiadne vlastné nástroje.
Ako dlho trvá výroba oceľových výkovkov?
V prípade výkovkov s uzavretou zápustkou s novým nástrojom sú dodacie lehoty zvyčajne 10–16 týždňov: 4–6 týždňov pre návrh a výrobu zápustiek, 1–2 týždne pre skúšky kovania prvého artiklu a 2–4 týždne pre tepelné spracovanie a obrábanie výrobných dielov. Voľné výkovky veľkých dielov môžu trvať 8 až 20 týždňov v závislosti od kapacity kováčskej dielne a dostupnosti oceľových predvalkov. Opakované objednávky z existujúcich matríc sú zvyčajne 4–8 týždňov.
Môže byť nehrdzavejúca oceľ kovaná pomocou rovnakého zariadenia ako uhlíková oceľ?
Áno, používajú sa rovnaké kladivá a lisy, ale nehrdzavejúca oceľ – najmä austenitické triedy – vyžaduje vyššie kovacie sily ako uhlíková oceľ pri rovnakých teplotách v dôsledku vyššieho prietokového napätia. Lis určený pre konkrétnu veľkosť dielu z uhlíkovej ocele môže byť potrebné znížiť alebo rozdeliť diel na menšie operácie pri prechode na nerez. Životnosť zápustky je tiež zvyčajne kratšia pri kovaní nehrdzavejúcej ocele kvôli vyšším tlakom na rozhraní a abrazívnym oxidom.
Líši sa kovanie za tepla od kovania za tepla?
áno. Kovanie za tepla sa vykonáva v teplotnom rozsahu medzi kovaním za studena a kovaním za tepla – typicky 650–950 °C pre oceľ. Pri týchto teplotách je prietokové napätie nižšie ako pri izbovej teplote (čo uľahčuje tvárnenie), ale oceľ nevytvára ťažké oxidové okují, ktoré sa vyskytujú pri kovaní za tepla. Výsledkom je lepšia povrchová úprava a užšie tolerancie ako pri kovaní za tepla, s nižšími lisovacími silami ako pri kovaní za studena. Kovanie za tepla sa používa pre stredne zložité diely, kde je dôležitá kvalita povrchu, ale sily na kovanie za studena by boli neprakticky vysoké.
Ako správne špecifikujem výkovok na výkrese?
Úplná špecifikácia kovania na výkrese by mala obsahovať: triedu ocele (označenie ASTM, AISI alebo AMS), podmienky tepelného spracovania a požadovanú tvrdosť alebo pevnosť v ťahu/klzu, požiadavky na uhol úkosu, minimálne zaoblenia a polomery rohov, povrchovú úpravu (hodnota Ra) pre kované povrchy, prípustné predĺženie záblesku na deliacej čiare, požadované metódy protokolu NDE (MPI, UT a príslušné požiadavky na materiál) a akceptačné kritériá na materiál. Odkaz na príslušnú normu ASTM (napr. ASTM A668, trieda F) jasne spája všetky požiadavky na materiál a testovanie.